|
Downton Tannery
|
 |
Downton Tannery
The history and techniques of tanning in Downton, Wiltshire, UK.


|
Downton Tannery
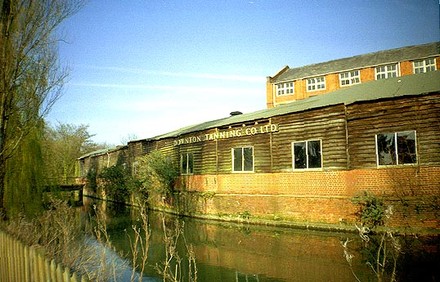
The Downton Tannery was saved from demolition. It was one of
the best known landmarks in the village. The front block of the old
tannery building has now emerged from its shroud of polythene and
scaffolding, transformed into a smart apartment block …but what of the
industry it once housed?
|

|
History
The closure of the tannery at Downton in 1998 ended an association with
that industry which had lasted many hundreds of years. A tanner is
recorded here in 1606 and the most recent research has revealed one in
1215.
Although production may not have been continuous
throughout all this time, it seems likely the work was always carried
out at or near to the present site. Here a diversion of the River Avon
flows alongside the tannery site before turning under the Mill Bridge to
serve the mills on the opposite side of the road. The mills and some of
their associated industries also have a long history here; the owner of
a fulling mill at Downton is recorded as dying in the Great Plague (the
Black Death) of 1348/49.
The last tannery building was erected
in 1919 by the Southern Tanning Company who demolished the Old Tannery
House to accommodate the new front block. A new and larger Tannery House
was built on the opposite side of the road. This
company failed in 1930, and the tannery was then taken over by the
Downton Tanning Company Ltd.
|

|
Description
The tannery was a large L-shaped brick building of 4 stories with an
impressive front onto the road. There was a long brick extension on the
back at the east end two single story timber framed extensions at the
other end, and there was a water- powered wheel. A small watercourse
called the Barford Carrier flowed from the river at the rear of the
site, went underneath the tannery and emerged into the river by the
undershot waterwheel.
At one time the hides were brought
in via the arched entrance at the front of the building and some large
lorry loads had to be unloaded in the road. When the old Downton
telephone exchange on the right hand side was demolished, the tannery
gained a much larger and more convenient way in.
|

|
Closure
Demolition of all but the front block took place in October/November
2000 after planning permission was given for housing. The front block
was saved after objections to the loss of a valuable town landmark and
it has now been converted into apartments with 50 houses built on the
rest of the site. The water wheel was refurbished locally by Tony
Cowle’s shotblasting company at Lopcombe Corner and re- instated in
September 2003 as a feature of the site. Unfortunately, health and
safety regulations prevent it being allowed to turn any more.
The Downton tannery was a significant employer in the neighbourhood
with around 70 people engaged, mostly local, and with some whole
families involved. The leather produced here was known for its high
quality and was exported as far away as Italy, America and Japan.
A survey of the tannery was carried out before demolition and at the
expense of the developers, Beechcroft, by the Oxford Archaeology Unit.
|

|
Survey by SWIAS
After some effort, SWIAS eventually managed to gain permission to make a
short photographic record of the building during the demolition, though
no measurements could be taken. A few valuable photographs were taken
in the mid 1990s by Susan Kenyon which show some work in progress.
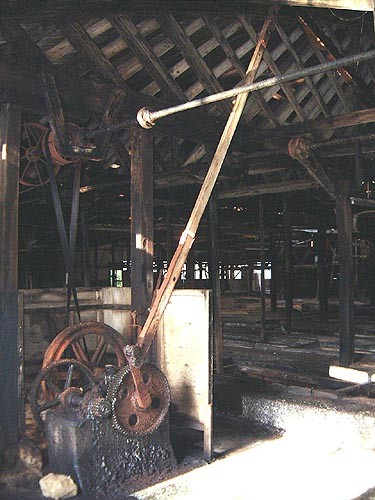
Apart from some office accommodation at the front, the ground floor was
mostly taken up with the tanning pits, which were separated by narrow
brick faced walkways. The water wheel provided an overhead belt driven
power source and electricity was also used for some machinery though
much work would have been done manually. The hides were suspended in the
pits attached to wooden poles and moved from one pit to the next.
The other equipment still remaining was a pair of large, horizontally
mounted rotating drums. A large room on one of the upper floors was
fitted with rows of ceiling hooks for suspending hides over the top of
rows of electric heaters. Small- wheeled
trolleys transported piles of the hides, which were taken up to the
upper floors by electric powered lifts for further treatment and
storage. Otherwise access to the upper floors was by a rather narrow
wooden staircase in the front block which degenerated to little more
than a ladder by the top floor.
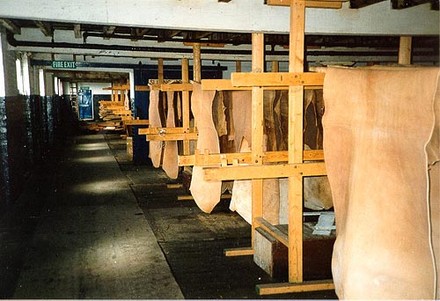
The upper floors were mostly open
spaces without many internal divisions, in- spite of the impression
given from the outside by the rows of windows. These were opened to give
extra ventilation for the drying hides. Large numbers of hides could
have been stored during long treatment processes.
|

|
Tanning
Outside at the rear of the buildings were pits for mixing lime and
treating hides as well as concrete settling lagoons for water treatment
purposes. The prevention of polluting discharges into the river had
absolute priority and was closely monitored by environmental health
officers.
The first breakdown of the fresh hides was done
with solutions of slaked lime and sulphides - at times the smell from
the tannery was a feature of life in the town! In previous centuries,
the initial stages of traditional tanning processes used to involve
treatments with rather unpleasant, but effective materials – from a
cheap and ready source, the action of which relied on bacterial
breakdown. Tannery workers in those days did not come high up on the
social scale!
The most important part of the tanning process was
soaking in suspensions of powdered oak bark with its high tannin
content. The great skill of the tanner was in knowing exactly when a
hide was ready to be moved on to the next process. Workers specialised in
different areas, and the large two handled knives used for de- fleshing,
trimming and thinning (currying) were a feature of the trade, which
then needed little other machinery.
By the beginning of the 20th
century, new chemical techniques had replaced the old methods and
reduced the time taken to cure the leather. But the work was still
hazardous.
By the middle of the 20th century, Downton was one of
about 120 working tanneries in the UK and at that time it was
concentrating on producing quality leather for shoe soles. Demand fell
away when rubber soles started to replace leather and production was
gradually switched to high quality harness leather which then became its
speciality and saved the business at that time. A different type of
hide was needed and generally the tanning process became quicker with a
lower strength of tanning solution required.
|

|
Tanning Process
Les Ridgley, who worked at the
tannery from the age of 14 in 1940, with only a short break when he was
old enough to join up in the War, was one who saw the changes and the
different techniques come in. He has kindly provided an account of the
processes used.
On arrival from the abattoir, hides were washed
in water, allowed to drain and taken on trolleys to the pits in the lime
yard where for one week they were immersed in a solution of lime and
sulphide. Each day the hides were moved manually up into a fresh pit of
lime. This was followed by de- hairing by machine and another wash when
they were ready for manhandling on to crooks and moving on to the de-
fleshing machine. After further overnight washing, the next stage was
inspection and cutting into strips of butt or belly sections on the
rounding table.
Before the tanning stage, the sections were de-
limed by immersion in a weak solution of hydrochloric
acid in water. Tanning was originally done with solutions of powdered
oak bark which has a high tannin content; this had been replaced at
Downton with a solid form of mimosa extract imported from South Africa,
which needed to be broken into pieces and boiled in water in a mixing
vat. After cooling the liquid was pumped into the tan pits.
|
|
Tanning Process
Hides were hung from wooden poles and suspended from a framework in pits
filled with a weak solution of tan and rocked slowly to prevent the
hides sticking together. The rocking mechanism was driven by the water
wheel via overhead shafting, or by electric motor if water levels were
low.
Every morning for 3 weeks, the poles with the hides
were pulled on manually into a fresh pit, each with a slightly higher
concentration of tan solution. The tanning solution flowed slowly
through the rows of pits getting more dilute as it went. Each morning,
some was drained off from the end pit and replaced with an equal amount
of fresh strong solution at the top end.
|

|
Tanning Process
To soften and lubricate the hides after tanning, they were rotated for
30 minutes in a drum with a light solution of fish oil and Epsom salts,
followed by drying overnight. Careful drying at this stage was one of
the most essential parts of the whole process. Some further drying was
effected by warm air from fans. When partially dry any creases or slight
variations in thickness were removed by stretching or rolling and the
hides then taken up to the 2nd floor to dry completely before moving on
to the warehouses.
Some chrome tanning was also carried out and towards the end a small dyeing plant was installed.
The tannery processed around 750 hides a week on average, with 1000 on
some occasions. Each one took around 6 weeks to complete, so that a
maximum of 6,000 hides could be going through the site at any one time.
Work often commenced at 5.30 in the morning.
At the time of
Downton’s final closure, there were probably no more than a
handful of working tanneries left in the country; Walsall remains the
centre of the trade for high quality saddlery, belting and harness.
|
|